
1. Conception de la structure du réservoir
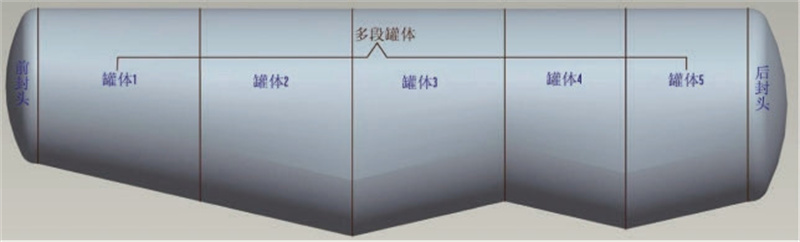
La citerne de la remorque à ciment comprend une tête avant, une tête arrière et un joint de citerne à sections multiples.
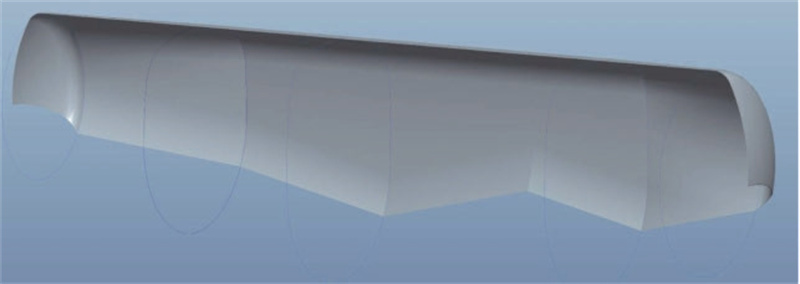
Sur la figure 4, par exemple, la cuve "double bac" est équipée d'un angle de 13° ou 14°, principalement pour répondre à l'angle requis pour que le matériau atteigne l'état de fluidisation. Parmi eux, le réservoir 1 et le réservoir 5 et l'extrémité de la tête, la section transversale du réservoir est ronde pour faciliter l'aboutement entre la tête et le réservoir ; parce que la direction avant et arrière du réservoir a une inclinaison particulière et la largeur du réservoir ne doit pas dépasser 2,5 m, ce qui rend le reste du corps du réservoir entre la conception de la section transversale circulaire longue, c'est-à-dire, la section transversale du corps du réservoir se compose de quatre segments d'arc, la partie supérieure et inférieure de la section transversale est un arc équidistant, et les deux côtés de la section transversale est un arc central. Les arcs latéraux sont généralement tangents aux arcs supérieur et inférieur.
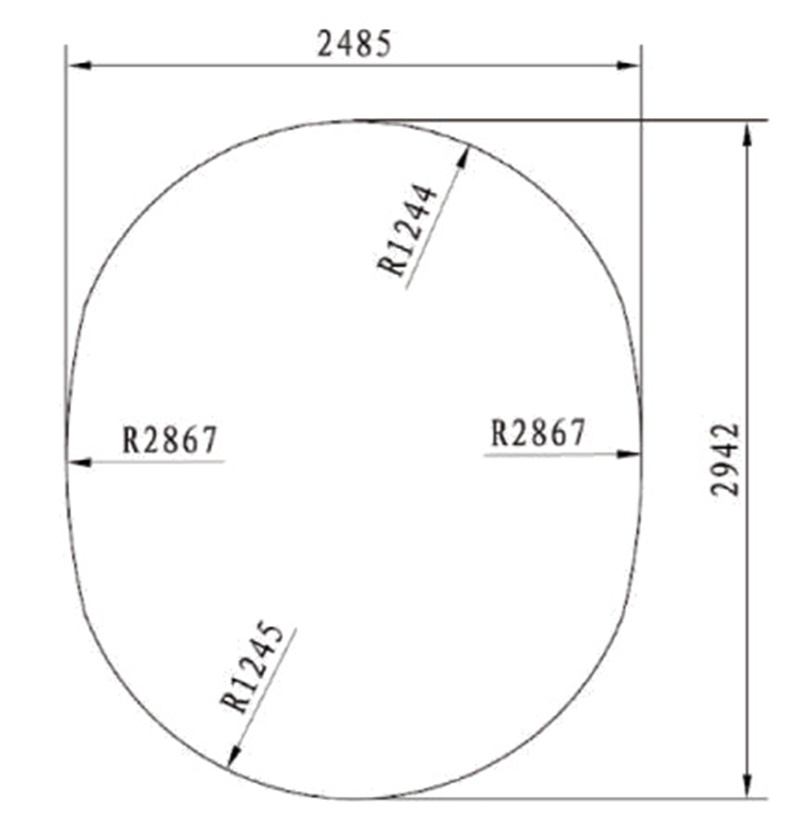
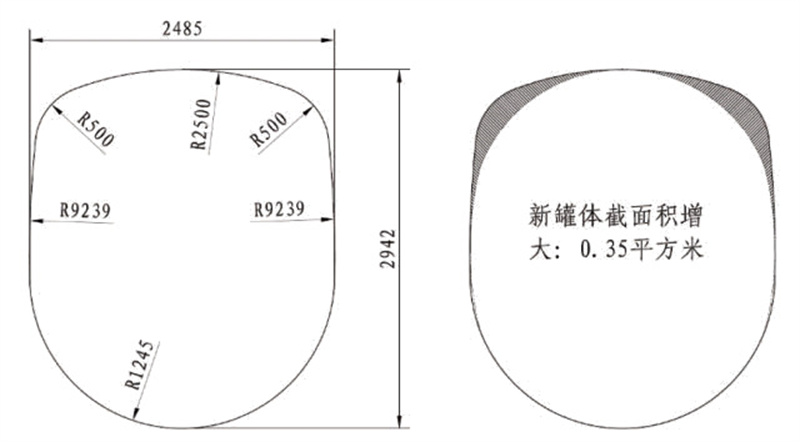
Limité par la largeur de la méthode traditionnelle de conception des réservoirs, l'espace des deux côtés de l'arc supérieur du réservoir n'est pas pleinement utilisé, donc dans la même longueur, changer la forme de la section transversale du réservoir existant, mais peut encore augmenter le volume adéquat du réservoir.
Actuellement, la section transversale de la citerne des camions-citernes domestiques pour le transport de produits pétroliers adopte une structure rectangulaire ; dans les mêmes conditions de largeur et de hauteur, la section transversale de la citerne est beaucoup plus grande que celle de la remorque Ciment. La section transversale peut être augmentée de 0,35 m2 en conséquence (figure 6), et le volume de la citerne nouvellement conçue peut atteindre environ 50 m3 pour le modèle à double bac de 47 m3, par exemple.
2. Introduction de la structure de la semi-remorque à réservoir de poudre
Prenons comme exemple la semi-remorque citerne à poudre à double bac (type W), le volume est de 50m3, la masse totale est d'environ 9250kg, la pression de travail de la citerne à poudre est de 0,2MPa, la plaque du corps de la citerne est une plaque d'acier T610L de 4mm, pour l'acier haute résistance T610L, la limite d'élasticité du matériau est ≥500MPa.
Résistance à la traction de 550MPa ~ 700MPa, élongation ≥ 18%. La semi-remorque citerne à poudre se compose principalement d'un ensemble de corps de citerne, d'un ensemble de cadre et d'un mécanisme de déplacement, etc. où l'ensemble de corps de citerne contient le corps de citerne, le système de fluidisation et le dispositif de renforcement, etc. La partie inférieure du corps de la citerne est soudée au cadre et soutenue par de multiples traverses de cadre et des poutres longitudinales gauche et appropriée. Le système de fluidisation est installé à l'intérieur du réservoir, et les plaques coulissantes du système de fluidisation sont soudées des deux côtés de la partie inférieure du réservoir. Il y a beaucoup de plaques de support soudées sur la partie inférieure de la plaque de glissement, de sorte que la déformation du réservoir au niveau du fond et de la partie supérieure de la plaque de glissement est faible.
3. simplification du modèle d'analyse par éléments finis
Le corps de la citerne est soumis à des contraintes locales principalement dans plusieurs conditions de travail telles que le freinage rapide, le virage rapide et le déchargement, parmi lesquelles le corps de la citerne est soumis à la valeur de contrainte la plus excellente lors du déchargement sous pression, de sorte que seul le corps de la citerne de la condition de travail de déchargement doit être analysé statiquement, et le renforcement interne du corps de la citerne est optimisé par l'analyse statique.
En supposant que la soudure entre le corps du réservoir et la cuve est fiable pour la transmission de la force et du moment, l'influence des facteurs de fabrication tels que les contraintes résiduelles dans le processus de fabrication et les facteurs de processus qui ont peu d'impact sur la structure globale (par exemple, les petits coins arrondis, les chanfreins et les soudures, etc.) peut être ignorée, ainsi que l'air comprimé déchargé du compresseur d'air à travers la zone fluidisée pendant la condition de décharge. Compte tenu de la disposition symétrique du réservoir, seule la moitié du réservoir supérieur du système de fluidisation a été modélisée et analysée afin de visualiser plus rapidement et plus clairement les contraintes et la déformation du réservoir.
4. Analyse par éléments finis du modèle de réservoir renforcé
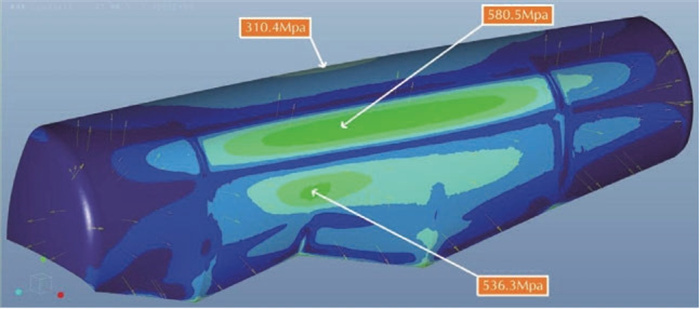
(1) Analyse du modèle lorsqu'aucun dispositif de renforcement n'est installé.
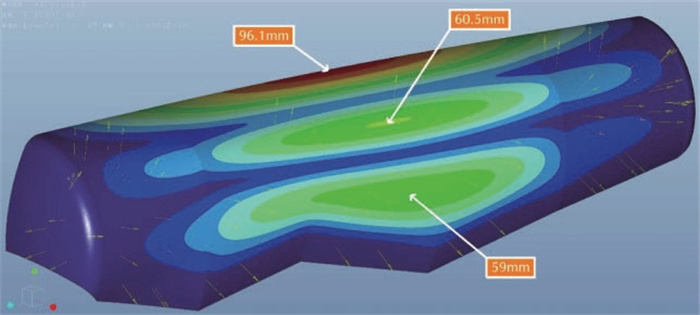
Lorsqu'aucun dispositif de renforcement n'est installé à l'intérieur du réservoir, l'analyse des forces est effectuée sur la moitié du réservoir. Les nuages d'analyse (Figure 8 et Figure 9) montrent que la contrainte maximale sur le réservoir est de 580,5 MPa, qui est située sur l'arc latéral supérieur du réservoir ; le reste est réparti sur le dessus et le côté du réservoir, et la contrainte maximale sur le dessus du réservoir est de 310,4 MPa, et la pression maximale sur le côté du réservoir est de 536,3 MPa. La déformation maximale du réservoir est de 96,1 mm, située en haut de la section centrale du réservoir, la déformation maximale de l'arc latéral supérieur du réservoir est de 60,5 mm, et la déformation maximale du réservoir latéral est de 59 mm. Réduire la quantité de déformation du réservoir.
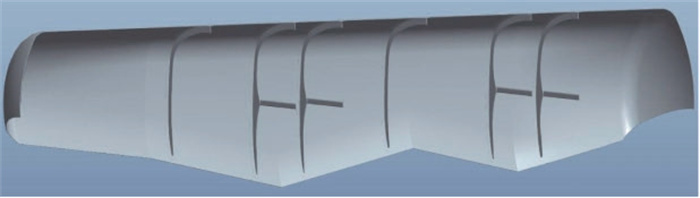
(2) Analyse du modèle lorsque le dispositif de renforcement est ajouté.
Deux ensembles de dispositifs de renforcement avec une structure de contreventement transversale sont ajoutés au milieu de la cuve dans les bacs avant et arrière.
Le dispositif de renforcement est constitué d'un patin de plaque de renforcement, d'une plaque de renforcement et d'une armature de tension transversale soudée sur la plaque de renforcement. La plaque de renfort est en forme d'anneau et fait saillie au milieu pour faciliter le soudage de l'entretoise transversale, dont l'épaisseur est de 6 mm, l'épaisseur du tampon de la plaque de renfort est de 4 mm, et l'entretoise transversale est une structure en acier à canal plié en plaque 60×40, dont l'épaisseur est de 5 mm.
En outre, dans l'entrepôt avant et après l'entrepôt réservoir de soudure bout à bout et l'entrepôt avant réservoir et tête bout à bout.
Le dispositif de renforcement est composé d'une plaque de renforcement et d'un tampon de plaque, dont la plaque de renforcement présente une structure annulaire, l'épaisseur de la plaque de renforcement est de 6 mm, et l'épaisseur du tampon de plaque de renforcement est de 4 mm.
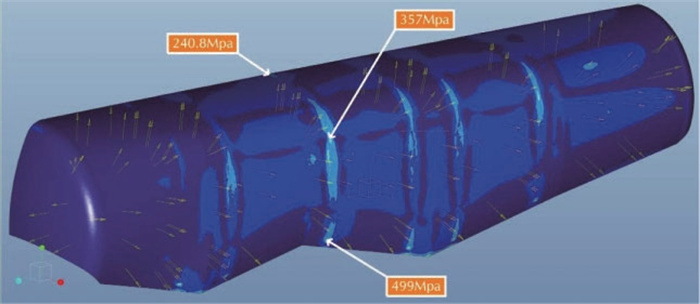
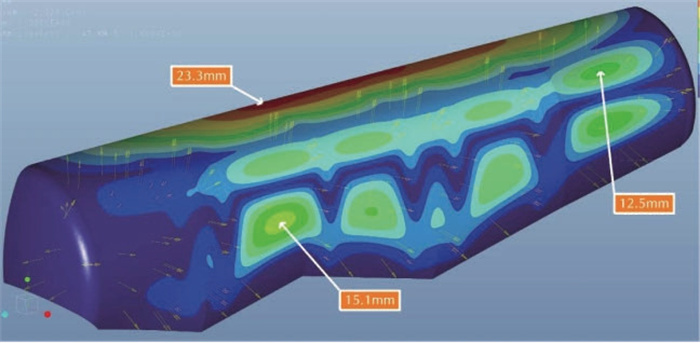
En analysant le nuage, nous pouvons conclure que la contrainte maximale sur la citerne est réduite à 499 MPa, qui est située à l'extrémité de la plaque de renforcement dans le dispositif de renforcement en forme d'anneau au niveau de la soudure bout à bout des bacs avant et arrière ; le reste est réparti sur le sommet de la citerne et l'arc latéral supérieur, et la contrainte maximale sur la citerne pleine est de 240,8 MPa, et le foyer maximal sur l'arc latéral supérieur est de 357 MPa. La déformation maximale du réservoir est réduite à 23,3 mm. Situé au sommet de la section centrale du réservoir, la déformation maximale sur l'arc latéral supérieur était de 12,5 mm et la déformation maximale du réservoir latéral était de 15,1 mm.
Grâce à l'analyse par éléments finis de la structure de la nouvelle citerne de la remorque à ciment et à la disposition rationnelle et à l'optimisation du dispositif de renforcement interne, la valeur de contrainte/déformation de la citerne a été réduite de 81,5 MPa/72,8 mm par rapport à celle avant l'ajout du dispositif de renforcement. La résistance à la traction et la gamme d'allongement du matériau T610L, ainsi la conception du nouveau réservoir de la semi-remorque à ciment est réalisable, il peut répondre à la semi-remorque à ciment en conformité avec les prémisses de la réglementation, le volume adéquat de la semi-remorque à ciment a augmenté d'environ 3m3, mais aussi pour répondre aux exigences de conception de la semi-remorque à poudre de chaque type, pour répondre au marché personnalisé Il peut également compléter les exigences de conception de chaque type de semi-remorque à poudre et satisfaire les besoins individuels du marché.





